

Extinción del arco en el vacío
Con el vacío abordamos una
técnica original en la que las propiedades de interrupción han sido analizadas
y puestas de manifiesto ya en 1.920; pero han sido necesarios 30 años para que
en 1.950 los primeros interruptores automáticos fueran puestos en el mercado,
en el año 1.960 un gran constructor americano proclamó con vigor que esta
técnica debía conocer un rápido desarrollo en breve tiempo, hay que reconocer
que esta predicción se realizaría con un gran retraso.
Hay que tener en cuenta que el
principio de funcionamiento de un interruptor al vacío es extremadamente
diferente al de los otros aparatos y además es rico en contradicciones y
dificultades técnicas de todos los géneros.
El
vacío dieléctrico
En primer lugar la remarcable rigidez
dieléctrica del vacío no es debida, como en otros medios, a las múltiples
causas de amortiguación de los choques inelásticos de los electrones con las
moléculas del gas, el caso es que no se producen dichos choques. En un vacío perfecto no hay posibilidad de
desencadenar el mecanismo de avalancha electrónica por ionización en cascada
que conlleva la perforación dieléctrica.
En la práctica, los vacíos reales son imperfectos y sobretodo la
presencia de los electrodos suavizan esta visión ideal del fenómeno; pero de
todas formas los comportamientos son espectaculares ya que un espacio entre
electrones de un centímetro, en un vacío del orden de 10-6
milímetros de mercurio, es capaz de resistir una tensión de cresta del orden de
los 200 kV.
Por otra parte, a diferencia de
los otros medios, la rigidez dieléctrica del vacío aumenta poco con la
distancia de aislamiento, lo que limita la tensión aplicable a cada intervalo
de ruptura, independientemente de los problemas que entraña la inevitable
producción de rayos X cuando elevamos la tensión
El
arco en el vacío
Siguiendo el proceso de la
ruptura, todos los mecanismos que aparecen en ella, son singulares.
La
formación de vapores metálicos
El cebado de un arco de fuerte
intensidad en el vacío lleva consigo una inevitable vaporización de los
electrodos que desarrolla rápidamente entre los contactos una presión dinámica
que puede alcanzar valores comparables a los atmosféricos.
En su inicio, este arco se
parece un poco a los de los otros aparatos por una columna conductora
fuertemente concentrada y una mancha catódica única e incandescente cuya
superficie, a la temperatura de ebullición, es un emisor de abundantes vapores
metálicos.
Cuando la corriente decrece, la
presión de vapor se reduce rápidamente debido a la difusión de estos vapores
hacia las regiones alejadas del arco desde donde son atraídos, constantemente,
por la condensación sobre las rejas metálicas dispuestas para este fin (figura 41 punto 7).
El
régimen de arco difuso
Por debajo de una cierta
intensidad se comprueba un cambio en el comportamiento del arco que se modifica
bruscamente pasando a un régimen de descarga difusa. La mancha catódica se divide en múltiples
pequeñas manchas que se desplazan a gran velocidad por la superficie del
contacto, repeliéndose mutuamente. Estas
manchas se caracterizan sobre todo por la alta densidad de corriente que toma
valores de millones de amperios por centímetro cuadrado: de este fenómeno se
deduce la formación de verdaderos surtidores de electrones con formación de
grandes cantidades de vapores metálicos (Figura 40).
El
fenómeno es exactamente igual, entonces, que en un diodo de vacío: cuando la
corriente se anula los electrones cesan de atravesar el espacio interelectrodos
y la resistencia de este espacio, por efecto de la tensión inversa, adquiere
rápidamente un valor infinito, el ánodo, frío es incapaz de emitir a su
alrededor, electrones.

Figura 40 : Arco
concentrado (a) y arco difuso (b).
La
Importancia de los contactos
En cuanto a la rigidez
dieléctrica, se regenera tanto más rápidamente cuanto menor es la presión
residual del vapor metálico, es decir, en función del establecimiento del
régimen difuso.
Para la obtención de elevadas
prestaciones todo el problema consiste en pasar lo más rápidamente posible del
régimen de arco concentrado a arco difuso.
El valor de la corriente al que se produce el cambio de régimen depende
esencialmente de la forma y la naturaleza de los contactos y posee unos límites
de difícil trasgresión (Figura 41).

Figura
41: Secciones esquemáticas de
cartuchos de vacío. Contacto de un interruptor de vacío.
Las ranuras en espiral
tienen por objeto provocar la rotación de las raíces del arco
por los efectos
de esfuerzos electrodinámicos.
La
Inestabilidad del arco
El arco difuso es inestable;
cada mancha catódica exige una intensidad mínima para emitir su chorro de
electrones.
Por debajo de esta intensidad
mínima, la corriente se corta bruscamente lo que explica la tendencia
característica de este tipo de aparatos en provocar sobretensíones de maniobra
por cortes de corriente antes del paso por cero natural.
Como la corriente cortada
súbitamente es tanto más elevada cuanto mayor es la corriente maniobrada por el
aparato, aparece una incompatibilidad considerable entre las altas prestaciones
de corte y la reducción de las sobretensiones de maniobra.
La solución a este dilema es
difícil ya que, a diferencia de las otras técnicas el número de parámetros
sobre los que se puede actuar es sumamente reducido con lo que el constructor
está realmente desarmado; no es posible variar la presión del medio, el
diámetro de las toberas o alargar el arco; por otra parte, cada detalle
conlleva una serie de problemas tecnológicos totalmente nuevos y poco
experimentados.
Las distintas tecnologías de corte en vacío
Todos los constructores se encuentran frente a las mismas
exigencias:
- reducir el fenómeno de arranque de corriente para limitar
las sobretensiones,
- evitar la erosión precoz de los contactos para obtener una
durabilidad mecánica elevada,
- retrasar la aparición del régimen de arco concentrado para
aumentar el PdC,
- limitar la producción de vapores metálicos para evitar los
disparos indeseados,
- conservar el vacío, indispensable para mantener las
características de corte durante la vida del aparato.
Sus soluciones se orientan principalmente en dos
direcciones: el control del arco por un campo magnético y la composición de los
materiales de los contactos.
Elección del campo magnético
Se emplean dos tipos de campos magnéticos: radial y axial.
1. La tecnología del campo magnético radial (figura 42)

Figura 42: Contactos que crean un
campo magnético radial.
El arco obedece las leyes del electromagnetismo, se
desplaza
desde el centro hasta el extremo de los «pétalos» y después
gira en la
periferia de los electrodos.
El campo está creado por la corriente que circula entre
los electrodos previstos a este efecto.
En caso del arco concentrado los puntos de arranque del
arco se desplazan con un movimiento circular, el calor se reparte uniformemente
lo que limita su erosión y la densidad de los vapores metálicos. Cuando el arco
es difuso, los puntos de arranque se desplazan libremente sobre la superficie
del cátodo como si fuera un disco sólido.
Las formas de los electrodos bastante complejas que esta
tecnología exige, hacen más difícil la rigidez dieléctrica entre electrodos.
2 . La tecnología del campo magnético axial (figura 43)
La aplicación de un campo magnético axial imprime a los
electrones y a los iones una trayectoria helicoidal siguiendo las líneas del
campo magnético. Esto estabiliza el arco difuso y dificulta la aparición del
régimen concentrado.
La aparición de marcas anódicas se evita y la erosión
queda limitada, lo que permite alcanzar potencias de corte elevadas.
Este campo magnético puede generarse por unas espiras
internas o externas a la cámara de vacío, recorridas permanentemente por la
corriente.
Las espiras internas deben protegerse del arco.
Las externas, no tienen el riesgo del arco, pero en contra
sus dimensiones son mayores, aumentando las pérdidas térmicas e imponen limites
debidos al riesgo de calentamiento.
La tabla de la figura
43 presenta una comparación entre estas dos tecnologías.

Figura
43: Contactos que crean un
campo magnético axial.
Campo radial
|
Campo axial
|
|
Resistencia de
Contacto/calentamiento
|
+
|
-
|
Tensión de arco
|
-
|
+
|
Erosión de los
contactos
|
-
|
+
|
PdC/diámetro de
los contactos
|
=
|
=
|
Tabla de figura 43: Tabla
comparativa de los puntos fuertes
y puntos débiles de cada
tecnología.
Ventajas
del corte en vacío
·
Seguridad de operación.
·
Insensible al medio
ambiente
·
Resistencia mecánica y
eléctrica elevada.
·
Sin necesidad de
mantenimiento de las partes activas: más económico.
·
Mantenimiento más
sencillo.
·
Mayor fiabilidad (menor
número de piezas que en las antiguas técnicas de corte.
·
Duración superior a la de
los disyuntores en aceite.
·
Volumen más reducido
respecto de los disyuntores de corte al aire; más compacto.
·
Corte sin dificultad de
casi todas las corrientes.
·
Reducida energía de
maniobra.
·
Regeneración dieléctrica
muy rápida.
·
Mucho menos pesado y
ruidoso que las antiguas técnicas.
Inconvenientes
del corte en vacío
· Creación de
sobretensiones (reencendidos múltiples) que pueden deteriorar los receptores.
Los motores accionados por disyuntores de vacío deben ser protegidos contra las
sobretensiones de maniobra.
· Una cierta debilidad en
corte capacitivo “back to back”.
· Ningún dispositivo
permanente de detección de fugas durante la operación, y por consiguiente, del
control del medio de corte.
· En caso de fuga (ruptura
de la cámara), los aparatos no soportan las características asignadas (de
tensión y corriente), produciéndose consecuentemente encendido. No conservan
sino 1/100º de su resistencia dieléctrica (ley de Paschen).
· Presentan dificultades en
atmosferas difíciles. Como las cámaras son de pequeñas dimensiones, éstas
ofrecen una línea de fuga muy corta en el aire.
· Vulnerabilidad a la
corrosión a nivel de las soldaduras (cierre de las cámaras).
· Contactos macizos y
extremo con extremo. Tienen una tendencia natural a rebotar en el momento del
cierre.
· Esfuerzos estáticos
importantes con el aparato cerrado.
· Procedimiento de
fabricación extremadamente delicado que genera importantes inversiones.
Perspectivas
Todas las consideraciones
anteriores explican, por si solas, la lentitud del desarrollo de los aparatos
de vacío.
De salida, con aparatos para
prestaciones modestas, no se presentaron dificultades en obtener resultados
totalmente satisfactorios. Se explica
por el inicio con aplicaciones específicas en el dominio de contactores e
interruptores automáticos de media tensión.
Es como consecuencia de lo
anterior que recientemente los cartuchos de vacío han hecho su aparición en el
mercado de los interruptores automáticos con prestaciones que permiten cubrir
el conjunto de aplicaciones en la gama de la media tensión (Figura 44).
Los fenómenos de sobretensiones
de maniobra están más o menos dominados según las tecnologías desarrolladas y
en este caso de recomienda, normalmente, la instalación complementada de
cartuchos descargadores para amortiguar los fenómenos de sobretensiones.
Los cartuchos de vacío presentan
como característica general la ventaja de un volumen reducido y una buena
característica de vida así como la seducción de no precisar casi mantenimiento
y por ser al vacío, totalmente ininflamables.
Pero no debemos olvidar que el
cartucho de vacío constituye sólo una parte, la más importante, del
aparato. La fiabilidad total del
conjunto dependerá también del mecanismo de maniobra que deberá hacer frente a
los esfuerzos elevados necesarios a las intensidades nominales y resolver el
problema del riesgo de soldadura de contactos que constituye una de las
dificultades características de esta técnica.
Un desarrollo creciente de los aparatos de vacío puede preverse, en el
dominio de las medias tensiones pero sin precisar la rapidez que pueda conocer
esta tecnología.

Figura 44: Cámara de corte en vacío
Ruptura
estática
No podríamos considerar
completado el análisis de las técnicas de corte si olvidáramos la utilización
de los semiconductores que constituyen actualmente la única alternativa a
oponer al fenómeno del arco eléctrico.
Más aún que la ausencia del
arco, porque su comportamiento se acerca al máximo al interruptor ideal por la
ausencia de manifestaciones externas.
Su resistencia pasa de un valor
muy bajo a un valor considerable de forma totalmente automática por el sólo
hecho del paso de la corriente por su cero natural, como se intenta con el arco
eléctrico, pero esta vez el fenómeno se desarrolla a la temperatura ambiente.
Lamentablemente, los
semiconductores, por naturaleza, poseen una inercia térmica extremadamente
débil lo que origina su incapacidad de soportar sobrecargas, incluso para
tiempos muy cortos.
Si
bien se encuentran en la mejor posición, desde el punto de vista de nivel de
energía de ruptura con el papel del aparato ideal son, por el momento,
incapaces de hacer frente a la modesta energía que se desprende en la ruptura y
no son económicamente utilizables en los dominios del arco eléctrico. De esperar que el desarrollo de los
dispositivos de sincronización suficientemente rápidos y precisos permitirá
reducir las solicitaciones térmicas excesivas a las que ahora se ven sometidos,
(Figura 45).
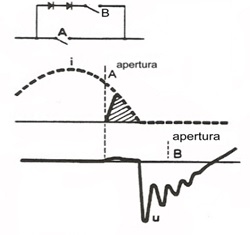
Figura 45: Funcionamiento esquemático de un interruptor
sincronizado con diodos.
La
utilización de un contacto A, correctamente sincronizado, reduce la corriente
de los diodos a una pequeña onda triangular (rayada en la figura),
limitando
así considerablemente la solicitación térmica. El contacto B debe
abrirse antes
que la tensión de restablecimiento se invierta nuevamente.
Teniendo en cuenta las ventajas
importantísimas (1) que puede soportar esta nueva tecnología en el campo del
corte de corrientes, hemos de prever, sin riesgo de equivocarnos, que habrá que
contar con esta técnica en el futuro.
(1) Las ventajas de los
semiconductores, en la ruptura, son, entre otras:
-
obtención
de rupturas ideales, sin sobretensión de maniobra;
-
ausencia
total de desgaste y manutención;
-
la
posibilidad de predeterminar las prestaciones del aparato.
Conclusión
¿Qué
elección puede
hacer hoy en día el utílizador teniendo en
cuenta las diversidades técnicas que
el mercado de la aparamenta de ruptura pone a su disposición?
Ver post: ¿Qué elegir:
interruptor automático SF6 o Vacío? En el siguiente link:
El problema de la elección
consiste, desde nuestro punto de vista, seleccionar para cada aplicación la
técnica o las técnicas que aporten simultáneamente:
-
la
mejor seguridad de empleo para personal y material;
-
las
menores solicitaciones de mantenimiento y explotación;
-
el
perfecto dominio de las sobretensiones de maniobra a niveles no peligrosos para
el material;
-
la
total capacidad para responder a las exigencias del avance técnico y la
reducción de volúmenes en condiciones de optimización.
La tabla de la Figura 46 resume una síntesis de las características de cada técnica de
ruptura con su encuadre en cada dominio de empleo y el grado de adecuación al
dominio. Una 'señal de tendencia' indica
nuestra predicción de futuro en función de su capacidad para atender a las
exigencias del mercado venidero.
La tabla pone en evidencia:
- el
mantenimiento de la posición de monopolio de la ruptura en el aire dentro del
dominio de la baja tensión, así como un mantenimiento de esta técnica en la
gama inmediata de la media tensión;
- la
debilitación previsible y ya comprobada de las dos técnicas que han dominado el
mercado durante muchos años: el aire comprimido y el aceite;
- el
desarrollo reciente, después de unos años de incertidumbre, de la ruptura en el
vacío, sin atrevemos a aventurar el desarrollo futuro de esta técnica;
- el
desarrollo de la ruptura asistida por semiconductores en la que el futuro,
todavía incierto, es realmente prometedor;
- por
encima de todas, el desarrollo acelerado de la ruptura en hexafluoruro de
azufre, que actualmente, en el dominio de la alta tensión se ha convertido en
el 'gas de los fabricantes de aparamenta".

Figura 46: Las grandes técnicas de ruptura.
La
“flecha de tendencia” indica, para cada técnica, la previsión, a medio plazo de
la evolución y posición relativa a las otras técnicas y posición en cada
dominio.
Criterios /
Técnicas de corte
|
Aceite
|
Aire magnético
|
Vacío
|
SF6
|
|
Seguridad / fiabilidad global
|
●
|
○○
|
○○○
|
○○○
|
|
Control del dieléctrico
|
○
|
Innecesario
|
●
|
○○○
|
|
Comportamiento en caso de fuga
|
○
|
Innecesario
|
●
|
○○○
|
|
Gama de tensión
|
○○
|
○
|
○○
|
○○○
|
|
Resistencia
|
Mecánica
|
●
|
○○
|
○○○
|
○○
|
Eléctrica
|
●
|
○○
|
○○○
|
○○
|
|
Gama de poder de corte
|
○○
|
○○○
|
○○○
|
○○○
|
|
Sobretensiones de maniobra
(cortes
inductivos)
|
○
|
○○○
|
●
|
○○○
|
|
Reenganche rápido
|
○
|
○
|
○○○
|
○○○
|
|
Maniobra de baterías de condensadores
|
●
|
○○
|
○
|
○○○
|
|
Dimensiones
|
○○
|
○
|
○○○
|
○○○
|
|
Facilidad de instalación
|
○○
|
○
|
○○○
|
○○○
|
|
Mantenimiento
|
●
|
○○
|
○○○
|
○○○
|
|
Insensibilidad a las atmosferas difíciles
(líneas
de fuga)
|
●
|
●
|
○○
|
○○○
|
|
Comportamiento
Mediocre: ●
Bueno: ○
Muy bueno: ○○
Excelente: ○○○
Tabla comparativa
de las diferentes técnicas de corte
Bibliografía:
El proceso de corte con un interruptor automático
SF6 de autocompresión, tipo Fluarc.
J. HENNEBERT, Cuaderno Técnico nº 112, Schneider
Electric.
El proceso de corte con un interruptor automático o
un contactor Rollarc mediante arco giratorio en SF6. C. DUPLAY, Cuaderno
Técnico nº 123. Schneider
Electric.
El control de las sobretensiones de maniobra con los
aparatos con SF6. O. BOUILLIEZ, Cuaderno Técnico nº 125. Schneider Electric.
Interruptor automático Fluarc SF6 y protección de
motores MT. J.
Hennebert, D. Gibbs, Cuaderno Técnico nº 143. Schneider Electric.
Control-mando y protección de motores MT. J.-Y.
BLANC, Cuaderno Técnico nº 165. Schneider Electric.
El corte por autoexpansión. G. BERNARD, Cuaderno
Técnico nº 171. Schneider
Electric.
SF6 propiedades y uso en interruptores automáticos
en MT y AT. D. KOCH, Cuaderno Técnico nº 188. Schneider Electric.
Maniobra y protección de baterías de condensadores.
D. KOCH, Cuaderno Técnico nº 189. Schneider Electric.
Las técnicas de corte en MT. Serge THÉOLEYRE,
Cuaderno técnico nº 193. Schneider Electric.
Seguridad, operación y mantenimiento de
interruptores de potencia. A. Granero.
No hay comentarios:
Publicar un comentario